Inconel 600 vs 625: The Corrosion & Engineering Decision
Choosing between Alloy 600 and 625 is more than a cost calculation—it’s about matching metallurgical properties to your specific corrosive media, thermal stress, and fabrication complexity. One wrong choice can lead to catastrophic failure in marine, chemical, or nuclear environments.
The Hidden Cost of Mis-selection: Premature pitting or SCC (Stress Corrosion Cracking) can cost 10x more in maintenance than the initial material upgrade.
Industry Scenario Matchmaker
Marine & Seawater
Pitting and crevice corrosion are the primary threats. High molybdenum content is mandatory here.
Prefer Inconel 625Nuclear Engineering
Requires resistance to high-purity water and caustic corrosion at high temps. Nickel content is key.
Prefer Inconel 600Acidic Chemical Processing
For phosphoric or hydrochloric acids, the Cr+Mo+Nb combination provides superior passivation.
Prefer Inconel 625Engineering Specification Table
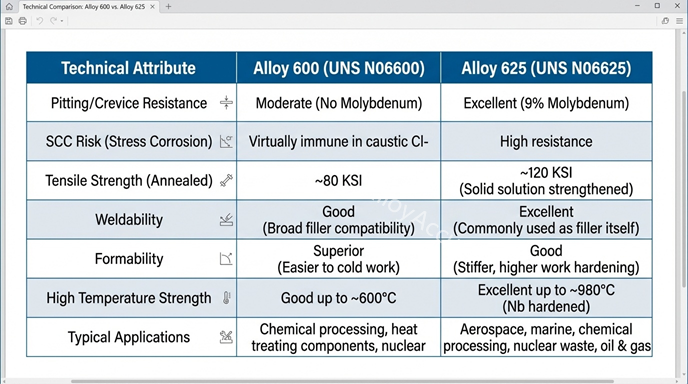
| Technical Attribute | Alloy 600 (UNS N06600) | Alloy 625 (UNS N06625) |
|---|---|---|
| Pitting/Crevice Resistance | Moderate (No Molybdenum) | Excellent (9% Molybdenum) |
| SCC Risk (Stress Corrosion) | Virtually immune in caustic Cl- | High resistance |
| Tensile Strength (Annealed) | ~80 KSI | ~120 KSI (Solid solution strengthened) |
| Weldability | Good (Broad filler compatibility) | Excellent (Commonly used as filler itself) |
| Formability | Superior (Easier to cold work) | Good (Higher work hardening) |
| Machining Difficulty | Moderate | High (Tough, gummy, abrasive) |
| Relative Cost Index | Base ($$$) | Premium ($$$$ +25-40%) |
Corrosion Environment Matrix
Note: Real-world results depend on exact concentration, temp, and aeration. Consult AlloyAccu for verification.
Caustic Alkalies
Oxidizing Salts
High-Temp Steam
Sour Gas (H2S)
RFQ Checklist: Information We Need
DFM / Fabrication Notes for Inconel
Machining Behavior
Both alloys work-harden rapidly. Alloy 625 is notably tougher. We use rigid, high-torque machines with carbide tooling and positive rake angles to maintain constant engagement and prevent glazed surfaces.
Welding Strategy
Heat input control is critical to avoid distortion. 625 filler is often used to weld both 600 and 625 to provide superior joint corrosion resistance. We offer TIG/MIG and Laser welding for precise assemblies.
Forming & Springback
Inconel alloys have significant springback during bending. 625 requires higher press-brake tonnage. We compensate for this in the tool design and offer annealing steps to restore ductility if needed.
Selection & Fabrication FAQ
Can I weld Inconel 600 with 625 filler?
Is 625 worth the extra cost over 600?
How does the surface finish affect corrosion?
Do you provide MTRs for these materials?
What are the typical lead times for 625?
Which alloy is better for nuclear reactors?
Turn Engineering Uncertainty Into Verified Results
Send us your technical drawings or project requirements. Our engineering team in Shenzhen specializes in processing superalloys for the world’s most demanding environments.
3rd Floor, Building C, Quanyongyuan Industrial Zone, Dalang Street, Longhua District, Shenzhen, China